Product Description
Using L605 cobalt alloy wire for welding requires careful attention to technique and process to ensure strong, high-quality welds. Below is a guide on how to use L605 wire for welding:
1. Welding Methods
TIG (Tungsten Inert Gas) Welding: This is the most common method for welding L605 wire, providing excellent control and high-quality welds. TIG welding is especially suitable for precision work and thin materials.
MIG (Metal Inert Gas) Welding: MIG welding is also compatible with L605 wire and can be used for larger welds or thicker materials. It’s faster than TIG but less precise.
Plasma Arc Welding (PAW): For more specialized applications, plasma arc welding may be used. This method is known for its fine arc control and deep penetration.
2. Preparation Before Welding
Clean the Workpiece: Ensure that the surfaces to be welded are clean, free from oils, dirt, or oxides. Use acetone or another solvent to clean the surface, followed by a light abrasion with a stainless steel brush.
Preheating (Optional): Depending on the thickness of the material, preheating may be required to reduce the risk of cracking. Preheat temperatures typically range between 400°F and 800°F (204°C to 427°C) for thicker sections.
3. Welding Parameters
Shielding Gas: Use pure argon or a mixture of argon with helium for TIG or MIG welding. Argon provides a stable arc, while helium may be added to increase heat input when welding thicker sections.
Welding Current: Use Direct Current Electrode Negative (DCEN) for TIG welding, which provides good penetration and minimizes oxidation. Set the current according to the material thickness and the welding method:
For TIG welding, a current range of 70-130 amps is typical for thin to medium sections.
For MIG welding, adjust current to match wire feed speed and material thickness.
Filler Wire: Use L605 filler wire with a diameter appropriate to the workpiece. Thicker workpieces may require larger diameter wire.
4. Welding Techniques
TIG Welding:
Maintain a short arc length to avoid contamination and oxidation.
Control heat input carefully to avoid warping or cracking, especially in thinner materials.
Use a slight weaving motion to ensure good fusion and smooth bead formation.
Ensure consistent travel speed to avoid overheating the workpiece, which can affect the material’s properties.
MIG Welding:
Adjust wire feed speed to match the current and thickness of the material.
Maintain a steady hand to ensure even distribution of the weld and good fusion.
Use a push or forehand technique for better shielding gas coverage and less spatter.
5. Post-Weld Treatment
Cool Slowly: After welding, allow the welded parts to cool slowly to minimize the risk of cracking. Avoid rapid cooling, as it can introduce stress and reduce the material’s ductility.
Post-Weld Heat Treatment (Optional): For applications that require optimized mechanical properties, you can conduct a post-weld heat treatment to relieve stress and restore ductility. Heating to around 1600°F (870°C) for a few hours, followed by controlled cooling, is a common practice.
6. Inspection of Welds
Visual Inspection: Check for common welding defects such as cracks, porosity, or lack of fusion.
Non-Destructive Testing (NDT): In critical applications like aerospace, ultrasonic or X-ray inspection may be used to ensure weld quality.
Destructive Testing (Optional): Bend tests or tensile tests may be performed to confirm the strength and integrity of the weld.
7. Common Challenges
Cracking: L605 alloy is prone to cracking if not handled properly. Controlling heat input and using preheat/post-weld treatments can help minimize this risk.
Oxidation: Because cobalt alloys can oxidize at high temperatures, maintaining adequate shielding gas coverage throughout the weld is essential.
Summary of Steps:
Clean the surfaces of the materials to be welded.
Choose the appropriate welding method (TIG, MIG, or Plasma Arc Welding).
Preheat thicker sections if necessary.
Set the correct welding parameters (current, shielding gas, filler wire).
Use a steady technique with controlled heat input.
Cool slowly and perform post-weld heat treatment if required.
Inspect the welds for quality and defects.
By following these steps, L605 cobalt alloy wire can be successfully welded, ensuring strong, high-performance joints in high-temperature and corrosive environments.
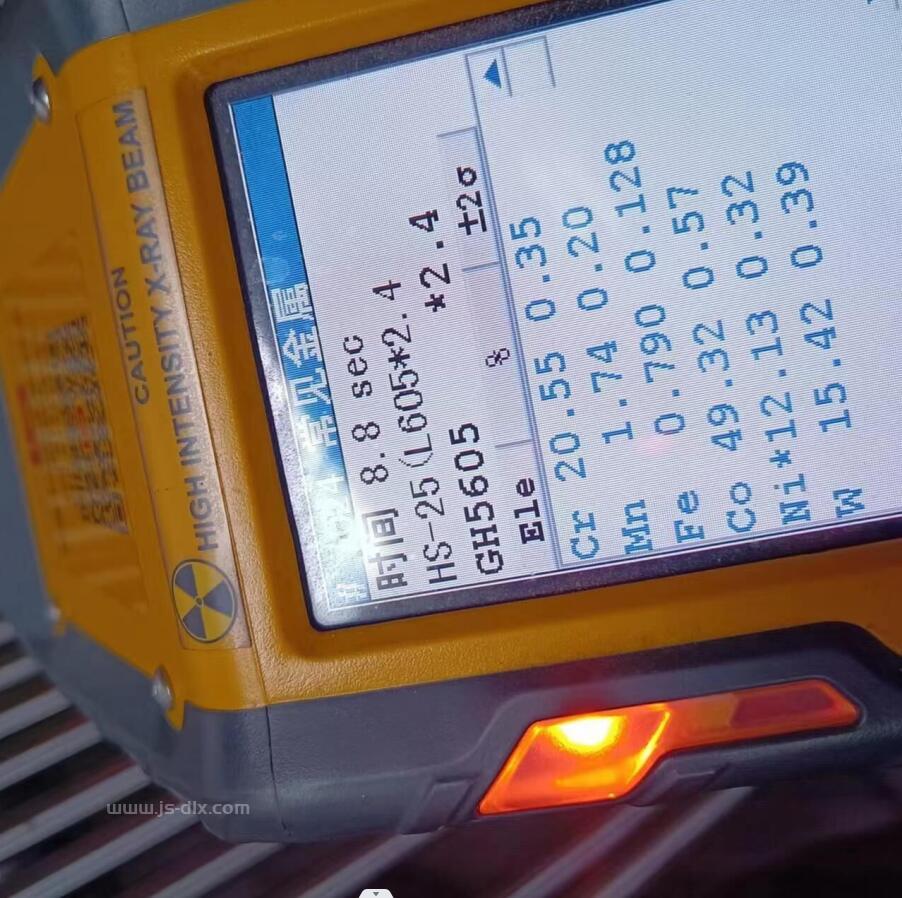
Chemical Composition For L605 Wire
| Carbon | 0.05-0.15 |
| Manganese | 1.0-2.0 |
| Silicon | 0.40 max. |
| Chromium | 19.0-21.0 |
| Nickel | 9.0-11.0 |
| Tungsten | 14.0-16.0 |
| Phosphorus | 0.040 max. |
| Sulfur | 0.030 max. |
| Iron | 3.0 max. |
| Cobalt | Balance* |
Physical Constants for L605 Wire
| Density | lb/in3 | 0.335 |
| g/cm3 | 9.27 | |
| Melting Range | °F | 2426-2570 |
| °C | 1330-1410 | |
| Specific Heat | at 70°F, Btu/lb°F | 0.092 |
| at 21 °C, J/kg°C | 385 | |
| Permeability at 200 oersted | 1.002 | |
| Thermal Conductivity | Btu•in/ft2•h•°F | 65 |
| W/m•°C | 9.4 | |
| Electrical Resistivity | (75°F), ohm•circ mil/ft | 533.2 |
| (24°C), microohm-m | 0.886 | |

Properties For L605 Wire
 25) is a cobalt-based superalloy known for its excellent mechanical properties and high-temperature capabilities. Here are the key properties of Alloy L605:
25) is a cobalt-based superalloy known for its excellent mechanical properties and high-temperature capabilities. Here are the key properties of Alloy L605:1. High-Temperature Strength
Retains high strength and good oxidation resistance at temperatures up to 1800°F (980°C).
Useful in high-stress applications where sustained high temperatures are a factor.
2. Oxidation and Corrosion Resistance
Excellent oxidation resistance in air up to 2000°F (1093°C).
Resists corrosion in various environments, including oxidizing and reducing atmospheres, as well as saltwater.
3. Wear and Galling Resistance
Exhibits good resistance to wear and galling, which is useful in parts subjected to friction at elevated temperatures.
4. Fabricability
Although a strong material, Alloy L605 is still fabricable through various methods, including forming, welding, and machining.
5. Creep and Fatigue Resistance
High resistance to creep and fatigue at elevated temperatures, making it ideal for components that experience thermal cycling and mechanical stress over time.
6. Room Temperature Ductility
Shows good ductility at room temperature, although prolonged exposure to intermediate temperatures can reduce this property (common in superalloys).
7. Chemical Composition
Primary elements include cobalt (Co), chromium (Cr), tungsten (W), nickel (Ni), and a small percentage of iron (Fe).
The alloy contains around 10-20% tungsten, which contributes to its strength and corrosion resistance.
8. Applications
Frequently used in gas turbine engine components, combustion chambers, afterburners, and other high-temperature applications in aerospace and power generation industries.
These properties make Alloy L605 highly suitable for high-performance applications in extreme environments, where both heat and mechanical stress are present.
L605 Wire is a nickel-based high-temperature resistant alloy known for its excellent mechanical properties, corrosion resistance, and stability at elevated temperatures. It is primarily used in industries where materials are exposed to extreme heat, pressure, and corrosive environments. Common application areas for GH5605 include:
Aerospace industry: Used in turbine blades, combustion chambers, and other components of aircraft engines and gas turbines that require high strength and resistance to oxidation at high temperatures.
Power generation: Employed in the manufacturing of parts for gas turbines and nuclear reactors due to its ability to maintain strength under thermal stress and resist oxidation.
Petrochemical industry: Used in high-temperature chemical processing equipment, such as reactors and heat exchangers, due to its corrosion resistance in aggressive environments.
Marine applications: Applied in marine engines and offshore platforms that require materials with high resistance to saltwater corrosion and heat.
Automotive industry: Used in the production of turbochargers and exhaust valves for high-performance engines.
GH5605's versatility in high-temperature environments makes it a preferred choice for critical components in these industries.